|
Техника демонтажа
ERSA
Термоинструменты для неповреждающего демонтажа
Борьба за качество производства электронной техники приносит ощутимые плоды, однако электронный мир пока не идеален, и сервисным центрам по-прежнему хватает работы. С ростом сложности ремонтных работ на передний план выходят задачи обеспечения КАЧЕСТВА РЕМОНТА. И это закономерно, ибо ремонтные технологии в своем развитии неотступно следуют за эволюцией элементной базы электроники. Описание инстументов и технологических приемов демонтажа снабжено ссылками на конкретные инструменты немецкой фирмы ERSA, известной своими инновациями в области паяльно-ремонтных технологий.
Использование термоинструмента в ремонтной операции начинается с демонтажа неисправного элемента и заканчивается индивидуальной пайкой исправного элемента на восстановленные контактные площадки или в отверстия. Первая задача – это аккуратное и быстрое выпаивание элемента без повреждения печатных проводников платы, критичных к перегреву. Важным условием успеха является сочетание "низкой" температуры инструмента с высокой теплопередачей. При правильном демонтаже в подавляющем большинстве случаев остается невредимой и демонтируемая микросхема, что особенно приятно в случаях, когда не оправдывается предположение о том, что именно она являлась виновником неисправности устройства. Для демонтажа элементов с поверхности печатной платы и из отверстий используются различные термоинструменты. Вместе они составляют полный комплект для демонтажа любых элементов.
| Типы компонентов |
Инструмент демонтажа |
входит в комплект
поставки станций |
дополнительно подключается к |
Примечания |
| демонтаж компонентов с поверхности |
| Микросхемы SOIC, PLCC, QFP (до 100 выводов) и дискретные компоненты, начиная от chip 0201 |
Термопинцет ChipTool |
Digital2000A-ChipTool |
IR550Aplus,
Digital2000A,
iCON, iCON2 |
Насадки серии 422 |
| Микросхемы BGA в небольших корпусах, CSP, QFP, SOIC, PLCC, любые SMD, в том числе бессвинцовые |
Инфракрасно-
термовоздушный HybridTool |
HR100A, HR100AHP |
нет |
Интегрирован вакуумный манипулятор для захвата компонентов |
| Микросхемы BGA (до 60x60 мм), CSP, QFP и любые SMD, в том числе бессвинцовые, экраны и разъмы |
Инфракрасная система |
IR550Aplus |
нет |
Встроен модуль Dig203A для демонтажа термопинцетом |
| демонтаж компонентов из отверстий |
| Микросхемы DIP, разъемы, любые штыревые элементы, в том числе бессвинцовые, самые массивные и на многослойных печатных платах |
Вакуумный
термоотсос
CU100A |
Digital2000A-XTool |
IR550Aplus,
Digital2000A,
iCON, iCON2 |
Наконечники серии 722 |
| Микросхемы в корпусе PGA, любые объекты в зоне нагрева, в том числе со сложной геометрией |
Инфракрасная система |
IR550Aplus |
нет |
Встроен модуль Dig203A для демонтажа вакуумным термоотсосом |
1. Контактный демонтаж элементов с поверхности
Для демонтажа малоразмерных поверхностно-монтированных элементов, начиная с типоразмера 0201, а также микросхем в корпусах SOIC, QFP и PLCC удобно использовать термопинцет со сменными профильными насадками. Четыре основных типа насадок – плоские, угловые и эллипсовидные и игольчатые – применяются соответственно для демонтажа корпусов с двухрядным расположением выводов, четырехсторонним расположением выводов, цилиндрических компонентов MELF и chip-компонентов.
Термопинцет ERSA ChipTool имеет два идентичных керамических нагревателя с сопротивлением, зависящим от температуры (технология RESISTRONIC), так что мощность его находится в диапазоне от 2x20Вт при 350°C до 2x30Вт при 280°C. Миниатюрные нагревательные элементы располагаются внутри полых цилиндрических опор сменных профильных насадок, а область нагрева прилегает к основанию рабочих граней насадок. Поэтому теплопередача осуществляется эффективно, несмотря на относительно небольшую мощность инструмента. Кстати, физически ощутимым достоинством небольшой мощности инструмента является постоянно прохладная рукоятка. В модели ChipTool интегрированы фиксаторы углового положения и дистанции разведения демонтажных насадок для работы с компонентами от размера 0201 на платах с плотной компоновкой.
|
Перед операцией демонтажа на рабочие грани парных насадок термопинцета наносят значительное количество припоя, а выводы демонтируемой микросхемы флюсуют.
Отлично зарекомендовали себя безотмывочные жидкие ремонтные флюсы FXL248, IF6000 и IF8001, а еще лучше - крем-флюс FMKANC, не растекающийся за пределы рабочей области до момента его активации разогретым инструментом.
|

|
Для демонтажа многовыводных QFP корпусов с малым шагом рекомендуется предварительно "залить" выводы микросхемы на плате избыточным количеством припоя для замыкания их между собой и, таким образом, добиться улучшения теплопроводности с целью более равномерного прогрева при последующем выпаивании; излишки припоя потом удалить с платы несложно. В самых сложных случаях для многослойных плат, когда с выводами микросхемы соединены печатные проводники с различной теплоотводящей массой, рабочую область платы можно предварительно прогреть до температуры порядка 100°C
с помощью нижнего инфракрасного подогревателя: это сократит продолжительность активной фазы выпаивания и уменьшит вероятность поврежднения самых "трудных" проводников. |
Насадки термопинцета, разогретые до температуры около 350°C (зависит также от вида припоя), аккуратно и плотно прислоняют ко всем линейкам выводов микросхемы для одновременного оплавления припоя. Эта фаза демонтажа микросхемы с применением термопинцета занимает не более 2-3 секунд, а дискретных элементов - секунду. Если за эти секунды не удается завершить демонтаж, то надо взять паузу, чтобы избежать температурного перегрева микросхемы и контактных площадок платы.
Чем более массивна насадка, тем большая мощность требуется для поддержания необходимой температуры на ее рабочих гранях. В цифровых станциях ERSA для этого вводятся поправочные коэффициенты. Поскольку конкретный тип насадок, надетых на термопинцет, не может быть идентифицирован паяльной станцией автоматически, данные вводятся оператором вручную.
В случаях, когда сил поверхностного натяжения расплавленного припоя оказывается недостаточно для удержания "тяжелой" микросхемы на насадках, помощь в транспортировке окажет вакуумный манипулятор Vampire. Доступ "вампира" к верхней плоскости микросхемы совершенно не затруднен благодаря открытой конструкции насадок термопинцета ERSA. Вывод простой: лучше всегда иметь Vampire под рукой. В штатной поставке Vampire снабжен тремя силиконовыми насадками диаметром 4/6/9 мм (они же доступны в виде сменного комплекта Elme UV300). Для захвата более мелких компонентов можно дополнительно приобрести насадку диаметром 1,5 мм на прямой или изогнутой игле. Если на первый план выходит вопрос термоустойчивости насадки, можно попробовать "долгоиграющую" насадку ERSA SVP07S диаметром 7 мм. |
![]()

|
Стабилизация температуры термопинцета осуществляется электроным блоком управления в станциях ERSA i-CON, i-CON2, Digital2000A, унифицированный электронный блок которых, может работать также с другими паяльными инструментами.
|
![]()

|
Применение игольчатых насадок с рабочей областью диаметром 0,2 мм позволяет использовать термопинцет ChipTool для демонтажа даже мельчайших чип-компонентов типоразмера 0201.
При необходимости частой смены видов демонтажных насадок удобнее не снимать каждый раз фиксирующие шайбы с насадок, а иметь комплект шайб (артикул 45600, фото внизу), зафиксированных на каждом виде насадок. |
![]() |

К сожалению, достоинствам термопинцета есть предел: для удаления корпусов с числом выводов более сотни мощность термопинцета уже недостаточно, так что прогрев протяженных рабочих граней насадок будет не столь равномерен. Радикальным решением для перехода на следующий уровень возможностей ремонтный работ является комбинированная инфракрасно-конвекционная станция IRHR100A/HP, а для BGA больших размеров - инфракрасная установка IR550Aplus. Разумеется, инфракрасные установки не имеют смысла при демонтаже микросхем DIP: штыревые линейки удобнее и дешевле выпаивать из отверстий печатной платы с помощью вакуумного термоососа. Рассмотрим его подробнее.
2. Контактный демонтаж элементов из отверстий
Вакуумный отсос как инструмент удаления компонентов из отверстий знаком профессионалам и любителям паяльно-ремонтного жанра в широком спектре реализаций. Простейший поршневой отсос претерпел эволюцию через сетевой паяльник с пристыкованной пружинной помпой или резиновой грушей до наиболее совершенных устройств ценой в тысячу долларов. Столь впечатляющая разница цен обусловлена степенью технического совершенства инструмента. Остановимся на четырех важнейших параметрах вакуумного термоотсоса.
(a) Cлишком высокая температура наконечника или слишком продолжительное время контакта наконечника с платой влечет отслоение контактных площадок, повреждение переходных отверстий и тонких печатных проводников. Напротив, недостаточная температура наконечника черевата неполным оплавлением и удаление припоя, а значит высокой вероятностью обрыва печатного проводника при извлечении компонента из отверстия. В многослойных платах работу усложняет также интенсивный отток тепла от точки нагрева. Идеальный инструмент должен обеспечивать минимально достаточную температуру (например, 320°C) для полного оплавления контакта, причем быстро. Отношение массы наконечника термоотсоса к массе выпаиваемого объекта, рассеивающего тепло, определяет скорость остывания наконечника при касании объекта и, соответственно, длительность операции выпаивания.
(b) Процедура выпаивания микросхемы DIP с помощью вакуумного термоотсоса является многошаговой: она слагается из последовательности однотипных операций над каждым из выводов. В процессе вакуумной очистки вывода наконечник термоотсоса остывает как из-за механического контакта с выводом и платой, так и в результате всасывания воздуха через канал. Если восстановление температуры наконечника осуществляется недостаточно быстро, это снижает производительность демонтажа и не гарантирует устойчивой повторяемости результатов. Желание ускорить процедуру путем установки избыточной температуры инструмента имеет последствия, уже перечисленные выше. Поэтому тебованием к профессиональному вакуумному термоотсосу является высокая стабилизация температуры.
(с) Ключевым фактором эффективности при очистке отверстия от расплавленного припоя является уровень вакуумного разрежения, но не столько в насосном агрегате, сколько в наконечнике термоотсоса поблизости от точки выпаивания. В большинстве систем, в том числе имеющих мощные вакуумные насосы, клапан расположен поблизости от насоса, а не в оконечном инструменте. Поэтому при открытии клапана воздух сначала всасывается из метрового шланга-воздуховода (тем самым уменьшая вакуум и ослабляя тягу), и только после этого - из наконечника и объекта выпаивания. Между тем, расплавленный припой должен полностью, за считаные миллисекунды пролететь через наконечник, чтобы не остыть и не застрять по пути следования: ведь неполная очистка вывода и отверстия от припоя повлечет обрыв проводника при удалении микросхемы.
(d) В вакуумных термоотсосах старого образца утомительной процедурой является удаление брызг припоя из стеклянной колбы-накопителя и чистка канала в наконечнике термоотсоса. Возможность легко и быстро выполнять подобные работы должна быть заложена в конструкции инструмента наряду с эргономичностью и антистатическим исполнением.
Читатель может самостоятельно проанализировать, в какой мере различные вакуумные термоотсосы соответствуют приведенным критериям качества. В инструменте ERSA X-Tool необходимые качества обеспечиваются следующими техническими решениями.
|
(a) Два керамических нагревателя суммарной мощностью 120Вт в рабочем режиме (260Вт при включении) разогревают состыкованный со сменным наконечником массивный "резервуар тепла" (35г гальванической меди), позволяющий эффективно компенсировать остывание наконечника при касании объекта выпаивания. Справедливости ради надо заметить, что единственным неприятным следствием столь массивного резервуара тепла является некоторый нагрев нижней части рукоятки термоотсоса, но в угоду качеству прогрева многослойных плат приходится с этим мириться.
(b) Термосенсор, расположенный предельно близко к точке выпаивания (на стыке со сменным наконечником), оперативно регистрирует снижение температуры, а электронный блок управления, обладающий большим запасом мощности, обеспечивает быструю "подкачку" тепла через малоинерционные керамические нагреватели типа SENSOTRONIC.
(c) Вакуумная камера расположена в рукоятке инструмента на расстоянии менее 100 мм от точки выпаивания (см. чертеж ниже), поэтому при открытии клапана расплавленный припой всасывается с большой скоростью благодаря мощной тяге - 500 мБар всего за 55 мс.
Cегодня это лучший результат на мировом рынке!
|
![]()

|
![]()

(d) Картридж-накопитель припоя извлекается за секунду; еще три секунды требуется для установки сменного картриджа. Борьба со стеклянной колбой с помощью металлической кисточки - в прошлом! Чтобы минимизировать вероятность засорения канала, внутренний диаметр его увеличен, и только на расстоянии 3мм от края наконечника диаметр уменьшается до рабочего значения 0,8...1,8 мм, соответствующего типу наконечника. Если засорение короткой части канала все же произошло, очистка производится быстро и безопасно с помощью пружинного механизма.
| Пневматическая схема вакуумного термоотсоса X-Tool подключается к компрессору CU100A (220 В, 800 мБар, 4,5 л/мин, 55 дБ, 1,25 кг), а управление нагревом осуществляется от универсального блока станции Digital2000A или от аналогичных встроенных модулей в станции IR550Aplus. |
![]()

|
| Внутренний диаметр наконечника термоотсоса подбирают по диаметру отверстия, внешний – так, чтобы для наилучшей теплопередачи он накрывал металлизированный контур печатного проводника вокруг отверстия.
Для выпаивания каждого штыревого вывода микросхемыили разъема наконечник нагретого термоотсоса "надевают" на вывод с обратной стороны платы.
В процессе прогрева соединения наконечник "покачивают" возвратно-поступательно в горизонтальной плоскости, пока не оплавится припой в отверстии (о чем можно судить по легкости качания вывода), после чего нажимают на кнопку "вакуум".
Если операция выполнена безупречно, то сквозные отверстия печатной платы и выводы микросхемы имеют почти первозданный вид и готовы для дальнейшего использования. |
![]()

|
3. Комбинированный термовоздушно-инфракрасный демонтаж
| Долгожданная новость для мастеров ремонтного дела!
Отныне, присматривая недорогую, но современную станцию для работ с бессвинцовыми платами и корпусами BGA небольшого размера, вам не придется мучиться застарелым вопросом – "инфракрасную или термовоздушную".
Приверженцы обеих технологий получат то, к чему благосклонны, но главное – воспользуются преимуществами двух способов нагрева в гармоничной комбинации, открывающей новые грани технических возможностей ручного паяльного инструмента. |
![]()
|
Компания ERSA GmbH запатентовала и приступила к выпуску паяльно-ремонтной станции HR100A/HP, уникальность которой состоит в 200-ваттном ручном инструменте, сочетающем преимущества инфракрасных систем (равномерность нагрева BGA по площади) c достоинствами термовоздушных (высокая производительность, полная независимость от отражающей способности объекта). Благодаря инфракрасной составляющей в комбинированном инструменте ERSA HR100A минимизирована турбулентность воздушного потока и исключен риск сдувания мелких chip-компонентов, прилегающих к рабочей зоне пайки/демонтажа. Эффективность технологии комбинированного н агрева ERSA, простота эксплуатации, компактность и невысокая цена станции HR100A выдвигают ее на роль базового инструмента для ремонта современной бытовой техники – обычно небольших плат с малогабаритными микросхемами BGA и QFP, а также для целей лабораторного макетирования.
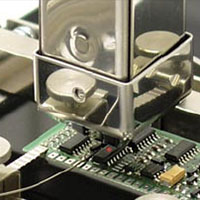
Процедура демонтажа внешне схожа с использованием термофена, а при использовании узкой насадки AD3 и вовсе идентична таковому. Напротив, широкоугольная насадка AD1 задействует в большей степени инфракрасную составляющую нагрева и предпочтительна для демонтажа BGA. Насадка AD2 промежуточного размера эффективна в наибольшем числе вариаций нагрева, возможных благодаря экспертным настройкам программы Ad0: там есть, где развернуться! Во всех случаях располагайте инструмент HybridTool над выпаиваемым компонентом на ближайшем удобном для работы расстоянии (5..20 мм) так, чтобы центр рабочей области находился под лучом лазерного указателя. Для однородного прогрева протяженных зон рекомендуются плавные продольные или небольшие круговые движения термоинструментом. Как только припой оплавится, удалите компонент с платы подходящим инструментом (вакуумным манипулятором или пинцетом). Кроме визуального контроля оплавления в станции HR100A предусмотрено использование термодатчика с индикацией температуры на дисплее. Поскольку термопара устанавливается непосредственно в зону нагрева платы (см. фото выше), то ее показания более информативны, чем, например, температура воздуха внутри термофена (как имеет место в большинстве конкурирующих систем). Термопару AccuTC можно использовать как с базовой моделью HR100A, так и с расширенной HR100AHP (в состав последней она включена как штатная). Для предварительного (перед демонтажом) прогрева массивных плат модель HR100AHP имеет мощный нижний инфракрасный нагреватель.
В станцию HR100A (как в базовую модель, так и в расширенную HR100AHP) включен антистатический вакуумный манипулятор VacPen, работающий от автономного компрессора, встроенного в основной блок станции. Для обеспечения вакуумного захвата достаточно закрыть пальцем отверстие на рукоятке VacPen, а для освобождения компонента снять палец с отверстия. Продолжительность удержания компонента на VacPen практически не ограничена при плотном контакте присоски с чистой и ровной поверхностью компонента, тогда как механический (поршневой) Vampire удерживает компонент лишь несколько секунд из-за малого объема внутренней камеры. Присоединительные размеры сменных насадок VacPen и Vampire полностью совпадают.
Если для захвата компонента требуется усилие, или размеры компонента слишком малы для присоски, или температура очень высока – в таких случаях используйте антистатический пинцет. Точные и долговечные антистатические пинцеты предлагает немецкая компания BERNSTEIN.
4. Инфракрасный демонтаж элементов с поверхности и из отверстий
| Инфракрасная установка ERSA IR550A plus предназначена для операций демонтажа и локальной пайки элементов с линейными размерами от 10мм до 60мм, монтируемых как на поверхность, так и в отверстия, в том числе по бессвинцовой технологии. Среди них матричные микросхемы в корпусах BGA и PGA, крупноразмерные QFP с любым шагом выводов, разнообразные пластиковые панельки и разъемы, а также экранирующие и сложнопрофильные массивные элементы.
Размеры прямоугольной зоны нагрева определяются органами регулировки окна верхнего ИК-излучателя, однако сколь угодно сложную геометрию зоны нагрева можно очертить самостоятельно с помощью предохраняющей ленты (фольги-скотча), которой накрывают прилегающие области печатной платы, не подлежащие оплавлению. Поскольку равномерный прогрев больших плоскостей (прежде всего, крупноразмерных корпусов BGA) воздушным потоком крайне затруднителен, для надежной ремонтной пайки таковых ERSA рекомендует именно инфракрасные станции. Снятие отпаянного компонента с платы выполняется интегрированным манипулятором с присоской (см. фото) или пинцетом, как было описано выше. |
![]()

|
5. Очистка контактных площадок для монтажа
После удаления поверхностно-монтированной микросхемы с печатной платы осуществляется очистка контактных площадок от капель припоя. Эта операция выполняется очень просто и дешево с помощью впитывающей медной оплетки WICK NC, пропитанной безотмывочным флюсом.
Три варианта ширины оплетки являются преимуществом для различных ситуаций: в узких местах наиболее удобна лента шириной 1,5 мм; для очистки больших площадок (например, под BGA) более пригодна лента шириной 2,7 мм, а для остальных случаев - универсальная 2,2 мм.
Для нагрева оплетки используются клиновидные жала универсальных паяльников ERSA i-Tool, PowerTool, TechTool. |
![]()

|
Итак, площадки (или отверстия) очищены и абсолютно не повреждены; можно приступать к пайке нового элемента на место удаленного. Успехов!
|